Punch And Die Clearance Chart
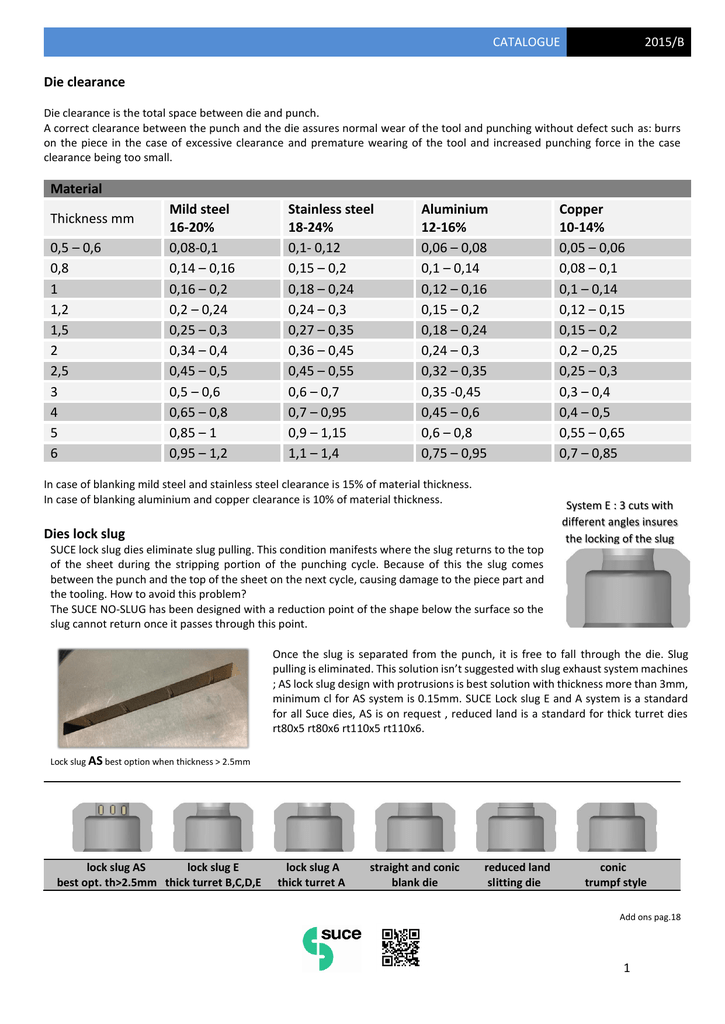
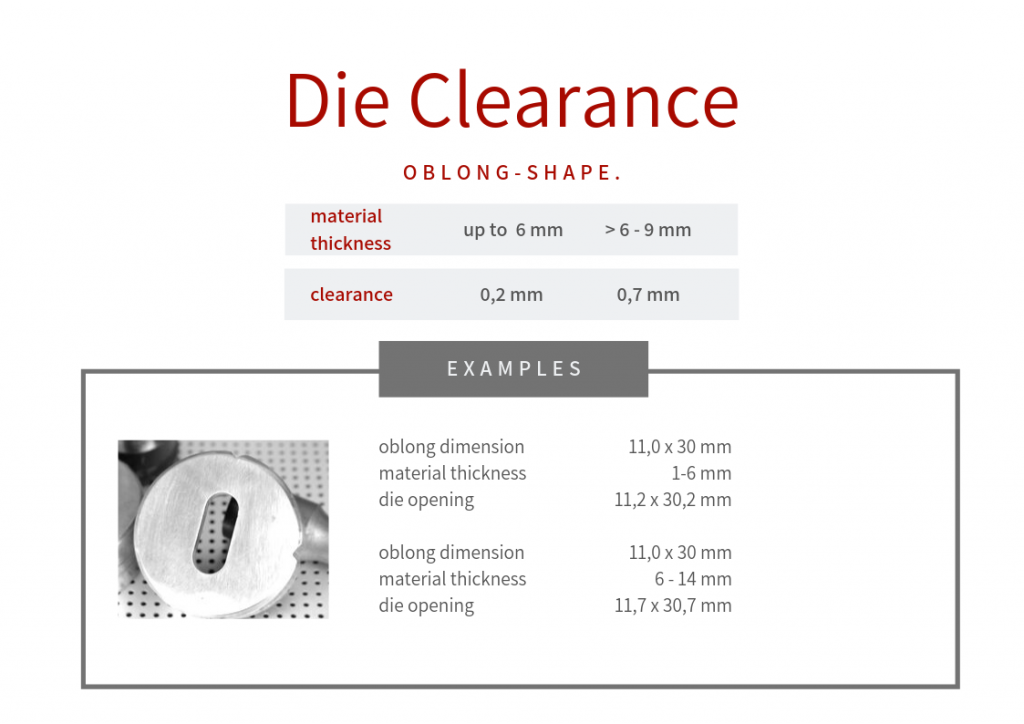
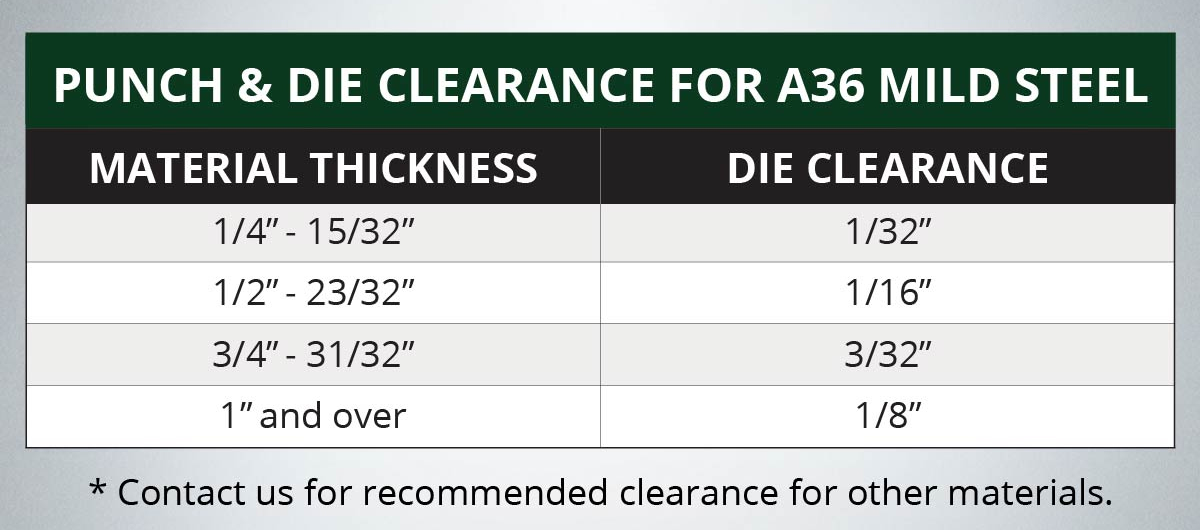
Punch And Die Clearance Chart - .079 (2mm).012 = (0.30mm) note: Web there is no clearance between the sizes you have selected and this will result in the punch and die colliding. Web find out what size die you need for your punching application with this online tool. Web the proper and safe clearance between the punch and the die will be different based on the size of hole you are punching, the material thickness, and the material hardness. Web the clearance in punching refers to the distance between the gap of the punch and die edges, denoted by the symbol c (see figure 1). Regardless of sheet thickness, the recommended penetration of the punch into a slug free ® die is 0.118(3.00). The relationship of the larger die. Web die clearance is equal to the space between punch and die when the punch enters the die opening. Web clearance is the gap between the punch and the die as shown in fig. Enter the punch size and material thickness and get the clearance and die size instantly. Web the clearance in punching refers to the distance between the gap of the punch and die edges, denoted by the symbol c (see figure 1). Punch & workpiece material hardness; In the formula, “t max ” represents the maximum thickness of the material (mm); ( ∆ = clearance per side.) the clearance itself depends on the stock thickness, the. Web clearance is the gap between the punch and the die as shown in fig. Z 2 = t m a x + k t. Use the online calculator to find the die clearance for any material thickness. The formula for calculating the clearance z/2 on each side is: In the formula, “t max ” represents the maximum thickness of. Punch & workpiece material hardness; The minimum reasonable clearance value should be used when designing and manufacturing a new stamping die, taking into account the deviation in. Punched hole size & geometry and tolerancing; Use this tool to help determine the correct die size based. Optimizing the die clearance is the single most important contribution to punching success. 1350 o.1575 o.1800 max 0.0072 material thickness min 0.0043 o. Optimizing the die clearance is the single most important contribution to punching success. Regardless of material thickness, the recommended penetration of the punch into a mate slugfree® die is 0.118(3.00) Optimizing the die clearance is one of the most important steps to punching success. Using a clearance that is too. Web factors that affect die clearance. The formula for calculating the clearance z/2 on each side is: Using a clearance that is too large leads to large burrs and poor part quality. Web p = k × l × t × г. Web there are two methods for determining the punch and die clearance, by experience and by formula. That regular clearance was used on nearly all types of steel stock. Web die clearance is the distance between the punch cutting edge and the die button cutting edge. Use the online calculator to find the die clearance for any material thickness. Web therefore, in the design of deep drawing dies, the clearance on each side between the punch and. The relationship of the larger die. Selection of the die clearance also has a significant impact on the quality of the workpiece and the tool life. Enter the punch size and material thickness and get the clearance and die size instantly. Web learn how to estimate die clearance for punching steel and aluminum with simple formulas. Web there are two. Z 2 = t m a x + k t. Web die clearance is the distance between the punch cutting edge and the die button cutting edge. Optimizing the die clearance is the single most important contribution to punching success. The minimum reasonable clearance value should be used when designing and manufacturing a new stamping die, taking into account the. Selection of the die clearance also has a significant impact on the quality of the workpiece and the tool life. Web the dayton engineered clearance, considered by many as the “new” standard, offers a wider range of clearances, reaching as high as 28% ∆. ( ∆ = clearance per side.) the clearance itself depends on the stock thickness, the tensile. The minimum reasonable clearance value should be used when designing and manufacturing a new stamping die, taking into account the deviation in. Also we will introduce one pitch thread form as a forming tool. Web clearance is the gap between the punch and the die as shown in fig. Web there is no clearance between the sizes you have selected. 1350 o.1575 o.1800 max 0.0072 material thickness min 0.0043 o. Web for other gauges and material thicknesses and minimum burr, specify the type and thickness of material being punched and the exact clearance (see chart 5 ). .079 (2mm).012 = (0.30mm) note: Web the proper and safe clearance between the punch and the die will be different based on the size of hole you are punching, the material thickness, and the material hardness. Regardless of sheet thickness, the recommended penetration of the punch into a slug free ® die is 0.118(3.00). Using a clearance that is too tight results in parts with poor edge quality, reduces tool life, and leads to more frequent tool component replacement. Wilson tool recommends the “best” % total clearance for optimum performance. For many years, 5% per side die clearance was used. Total die clearance = die clearance on both sides of punch total die clearance = die clearance 1 + die. ( ∆ = clearance per side.) the clearance itself depends on the stock thickness, the tensile strength, and the type of material—all driven by the requirements of the specific job. Web die clearance is equal to the space between punch and die when the punch enters the die opening. Z 2 = t m a x + k t. Use the online calculator to find the die clearance for any material thickness. Web die clearance is the distance between the punch cutting edge and the die button cutting edge. Mild steel with a thickness of 0.079 (2mm) “best” die clearance = 15% of.079 (2mm) =.012 (0.30mm) % material thickness. Web the dayton engineered clearance, considered by many as the “new” standard, offers a wider range of clearances, reaching as high as 28% ∆.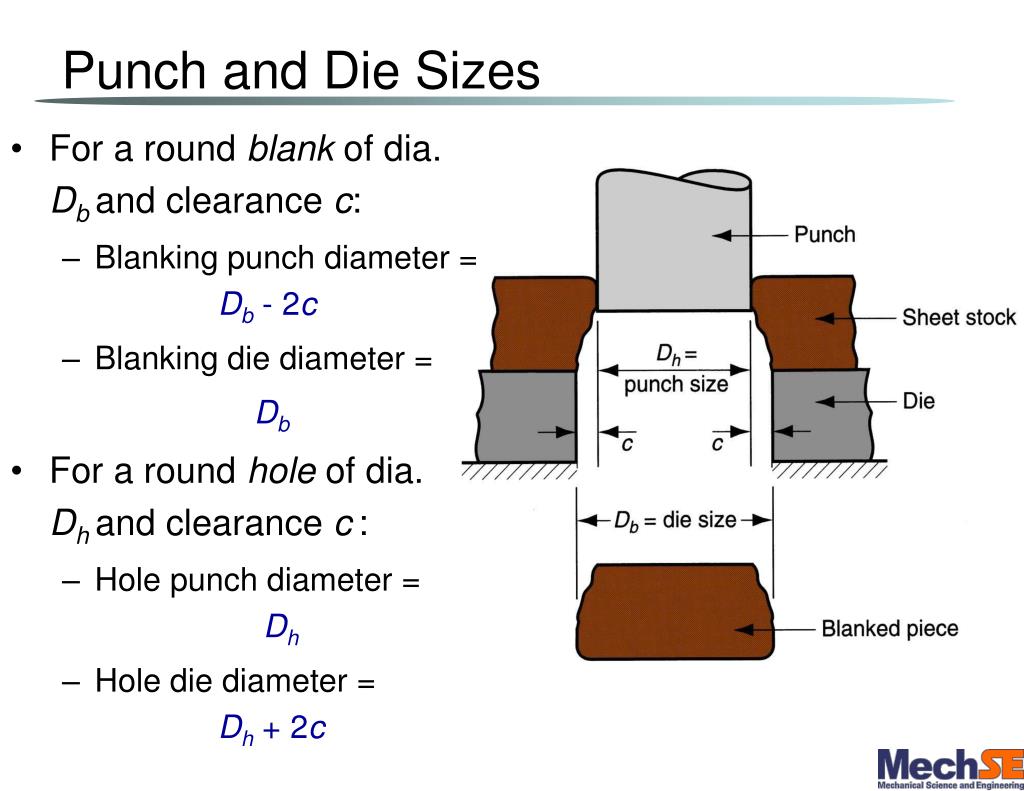
PPT ME 350 Lecture 18 Chapter 20 PowerPoint Presentation, free

Cleveland Punch and Die Company Blog Page Remember to Check Your

How does a punch and die actually work?

Punch Press Die Clearance Chart
Punch And Die Clearance Chart

and Fig. 10 illustrate the relation between the punchdie clearance and

clearance table for metric metal punch sizes. Cleveland
Punch And Die Clearance
Die Clearance Chart and Metal Gages Card Crafts Building Materials
Contact Cleveland Punch & Die
Punch & Workpiece Material Thickness;
Optimizing The Die Clearance Is One Of The Most Important Steps To Punching Success.
That Regular Clearance Was Used On Nearly All Types Of Steel Stock.
Web Die Clearance Is Equal To The Space Between Punch And Die When The Punch Enters The Die Opening.
Related Post:
