How To Calculate X Bar Chart
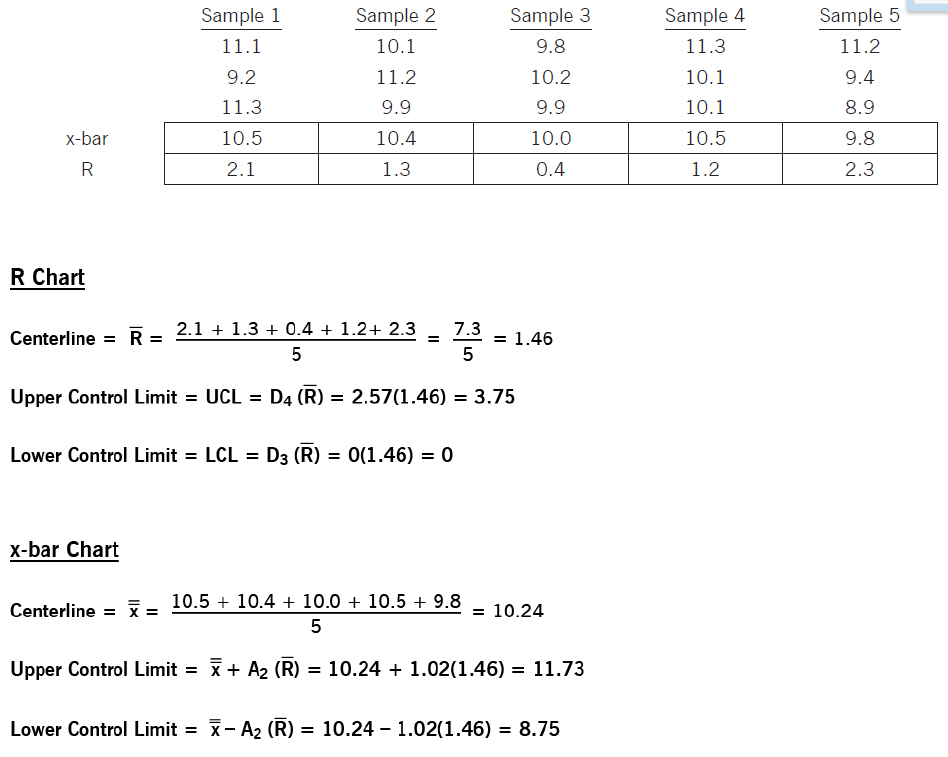
How To Calculate X Bar Chart - Web to estimate the standard deviation (σ) we compute the average range across m subgroups and divide by a correction factor, called d 2. Always look at the range chart first. This formula is a practical tool for summarizing a sample data set. Calculate the average and range for each subgroup. Where σx represents the sum of individual measurements within a subgroup and n is the subgroup size. The bust size is the loose circumference measured around. Web but, not so much. This calculator provides results for the united states, the united kingdom, european union, france, belgium, spain, australia, and new zealand. Determine an appropriate subgroup size and sampling plan. If the r chart validates that the process variation is in statistical control, the xbar chart is constructed. Web but, not so much. Web x bar r charts are the widely used control charts for variable data to examine the process stability in many industries (like hospital patients’ blood pressure over time, customer call handle times, length of a part in a production process, etc). Web how do you make an x bar chart? Conforms with ansi/asqc b1,. This type of control chart is used for characteristics that can be measured on a continuous scale, such as weight, temperature, thickness etc. A 2, d 3 and d 4 are constants based on n. To ensure accuracy, measure to the nearest ¼ inch or ½ cm. D 2, d 3, d 3 and d 4 used to compute the. Web select the method or formula of your choice. * introduction to statistical quality control, douglas c. This type of control chart is used for characteristics that can be measured on a continuous scale, such as weight, temperature, thickness etc. Collect your data (take a set of readings at each specified interval of time). It hasn't rolled out to all. In this article, i’ll focus on the range method and illustrate how we can derive the constants: Always look at the range chart first. * introduction to statistical quality control, douglas c. Let’s talk about the basics… It hasn't rolled out to all free accounts yet. When the subgroup size is constant, sbar is: This calculator provides results for the united states, the united kingdom, european union, france, belgium, spain, australia, and new zealand. Determine an appropriate subgroup size and sampling plan. X̄ = (σx) / n, where x̄ is the sample mean, σx is the sum of all the sample observations, and n is the. Please visit our website on benchmark six sigma. A 2, d 3 and d 4 are constants based on n. Conforms with ansi/asqc b1, b2, b3 1996. The bust size is the loose circumference measured around. If you do not use an unbiasing constant, then the sbar is the mean of the subgroup standard deviations: Determine an appropriate subgroup size and sampling plan. Web to estimate the standard deviation (σ) we compute the average range across m subgroups and divide by a correction factor, called d 2. The first step is to collect the data, where you collect samples, and each sample has the same sample size. This monitors the process standard deviation (as approximated. Web this calculator estimates bra size based on bust size and band size (frame size). If the r chart validates that the process variation is in statistical control, the xbar chart is constructed. The standard deviation of the process over time from subgroups values. Web lower control limit (lcl) for sample mean chart. The bust size is the loose circumference. They provide continuous data to determine how well a process functions and stays within acceptable levels of variation. This calculator provides results for the united states, the united kingdom, european union, france, belgium, spain, australia, and new zealand. Application in grouped and ungrouped data. It hasn't rolled out to all free accounts yet. If you use the unbiasing constant, c. Plot the data (both the averages and the ranges). Web x bar r charts are the widely used control charts for variable data to examine the process stability in many industries (like hospital patients’ blood pressure over time, customer call handle times, length of a part in a production process, etc). The mean or average change in the process over. They provide continuous data to determine how well a process functions and stays within acceptable levels of variation. Calculate the average and range for each subgroup. Then, you compute the sample mean and sample range for each of the samples. Web select the method or formula of your choice. The first step is to collect the data, where you collect samples, and each sample has the same sample size. To ensure accuracy, measure to the nearest ¼ inch or ½ cm. Web this calculator estimates bra size based on bust size and band size (frame size). The standard deviation of the process over time from subgroups values. Collect your data (take a set of readings at each specified interval of time). If the r chart validates that the process variation is in statistical control, the xbar chart is constructed. Where σx represents the sum of individual measurements within a subgroup and n is the subgroup size. This monitors the process standard deviation (as approximated by the sample moving range) First the r chart is constructed. Application in grouped and ungrouped data. Web but, not so much. A 2, d 3 and d 4 are constants based on n.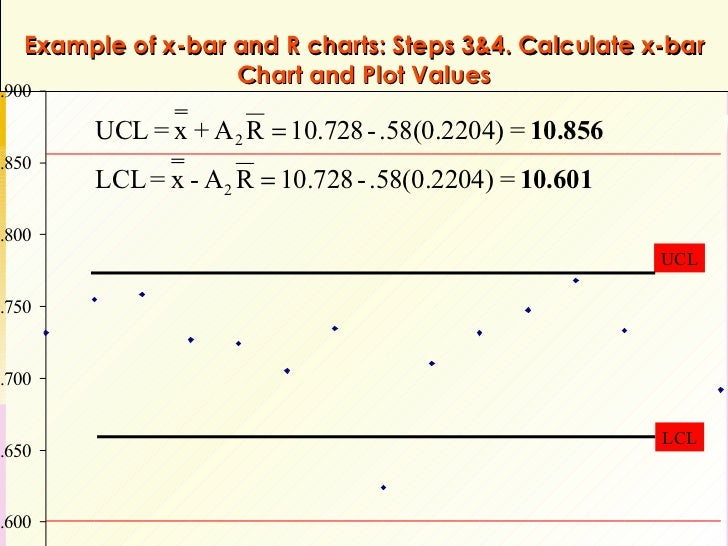
Qa.spc

X Bar Chart Formula Chart Examples

How To Calculate X Bar R Chart TOKHOW
How To Create an XBar R Chart Six Sigma Daily
How To Calculate Range In X Bar Chart Haiper
How To Calculate X Bar Haiper

Spc X Bar Chart Example Free Table Bar Chart ZOHAL
Qa.spc
How to plot xbar and r bar chart in excel crosspasa
Xbar Control Chart
This Formula Is A Practical Tool For Summarizing A Sample Data Set.
The Bust Size Is The Loose Circumference Measured Around.
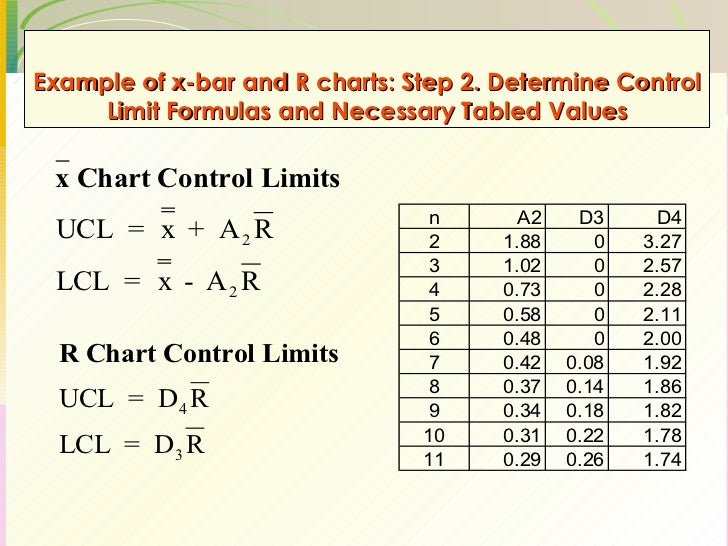
In This Article, I’ll Focus On The Range Method And Illustrate How We Can Derive The Constants:
D 2, D 3, D 3 And D 4 Used To Compute The Control Limits For A Range Chart.
Related Post: